AI Quality Testing (Food Industry)
Objective
Automated quality inspection of food products to separate good vs defective items.
Industry
- Food processing plants
- Agricultural sorting facilities
- FMCG packaging units
- Export warehouses
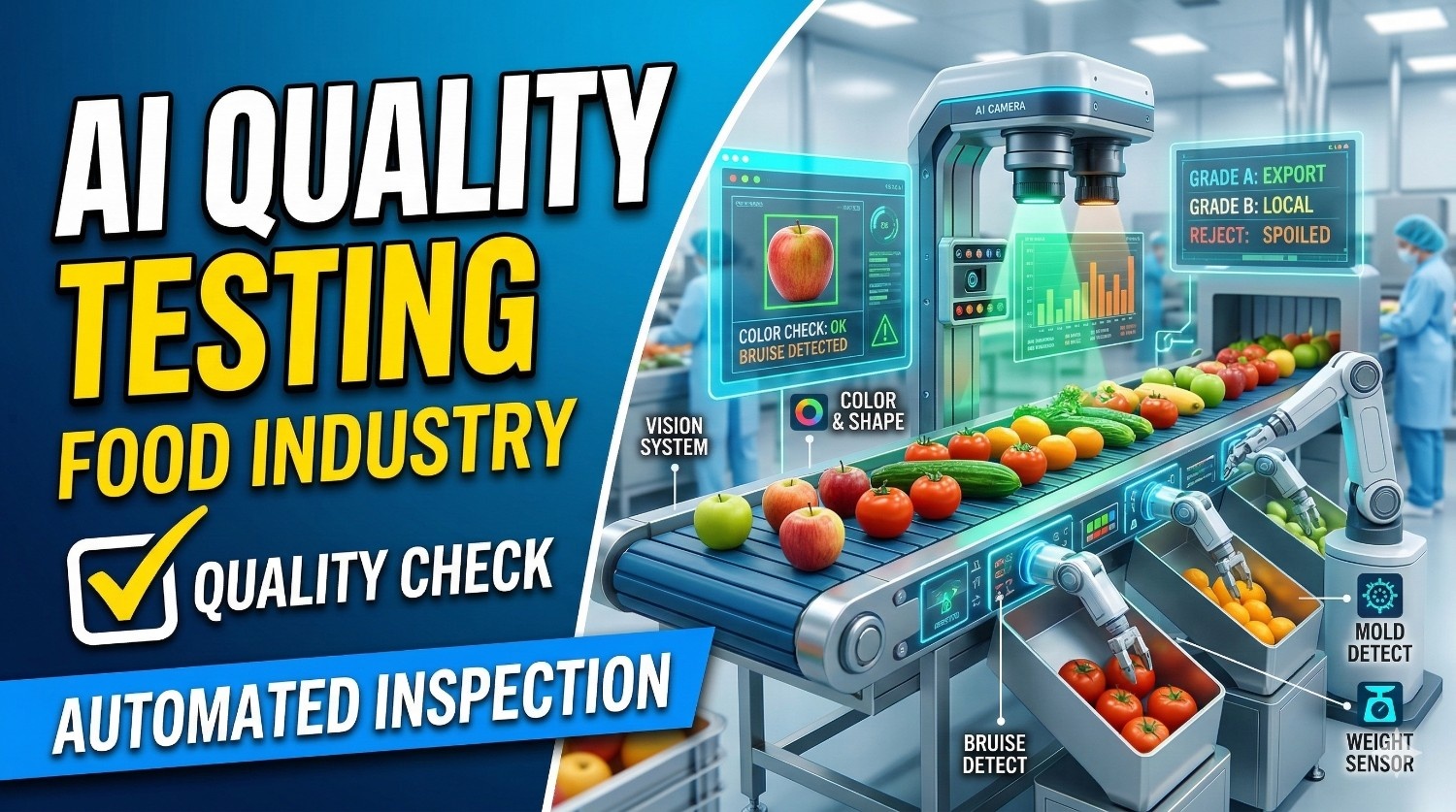
System Capability
Using AI vision + sensors
- Color analysis
- Shape detection
- Bruise detection
- Mold detection
- Size grading
- Surface defect recognition
Optional:
- Weight sensor
- Moisture sensor
- Temperature sensor
Workflow
- Fruits/vegetables placed on conveyor
- AI camera scans surface
- System classifies:
- Grade A (Export quality)
- Grade B (Local sale)
- Reject (Spoiled)
- Auto-diverts using pneumatic arms
Business Benefits
- 90% inspection accuracy
- Reduces labor cost
- Eliminates human fatigue error
- Faster production throughput
- Consistent quality standards
See more blogs
You can all the articles below