Manufacturing Line Optimization Using Conveyor Intelligence

Manufacturing lines are under constant pressure to increase throughput, reduce downtime, and maintain consistent quality. While conveyor systems move materials physically, conveyor intelligence provides the digital layer that optimizes how production lines actually perform. By using real-time data, analytics, and adaptive control, conveyor intelligence transforms static production lines into responsive, high-efficiency systems.
What Conveyor Intelligence Means in Manufacturing 🧠
- Software-driven control layered on top of conveyor hardware ⚙️
- Uses real-time data from sensors, PLCs, and machines 📡
- Continuously analyzes flow, speed, and load conditions 📊
- Adjusts operations automatically to improve performance 🔄
- Learns from historical production data 🧠
Challenges in Traditional Manufacturing Lines ⚠️
- Fixed conveyor speeds regardless of demand ⏱️
- Bottlenecks that propagate across the line 🔗
- Manual intervention to resolve congestion 🧑🔧
- Limited visibility into root causes of delays 👀
- Reactive maintenance instead of proactive planning 🔧
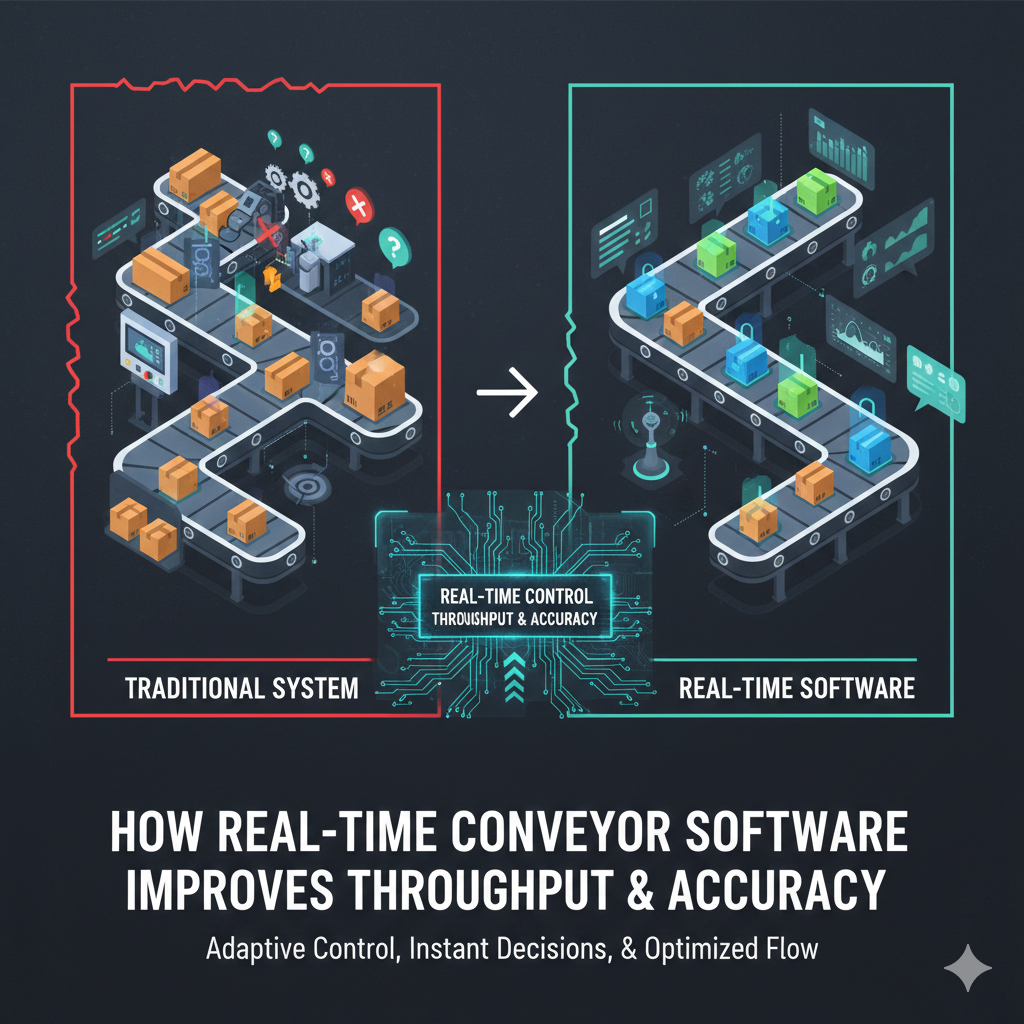
Real-Time Flow Optimization ⚡
- Monitors material movement across each conveyor zone 📦
- Adjusts speeds dynamically based on line conditions 🔄
- Synchronizes conveyors with machine cycle times 🔁
- Prevents buildup between stations 🚫
- Maintains smooth and balanced production flow 📈
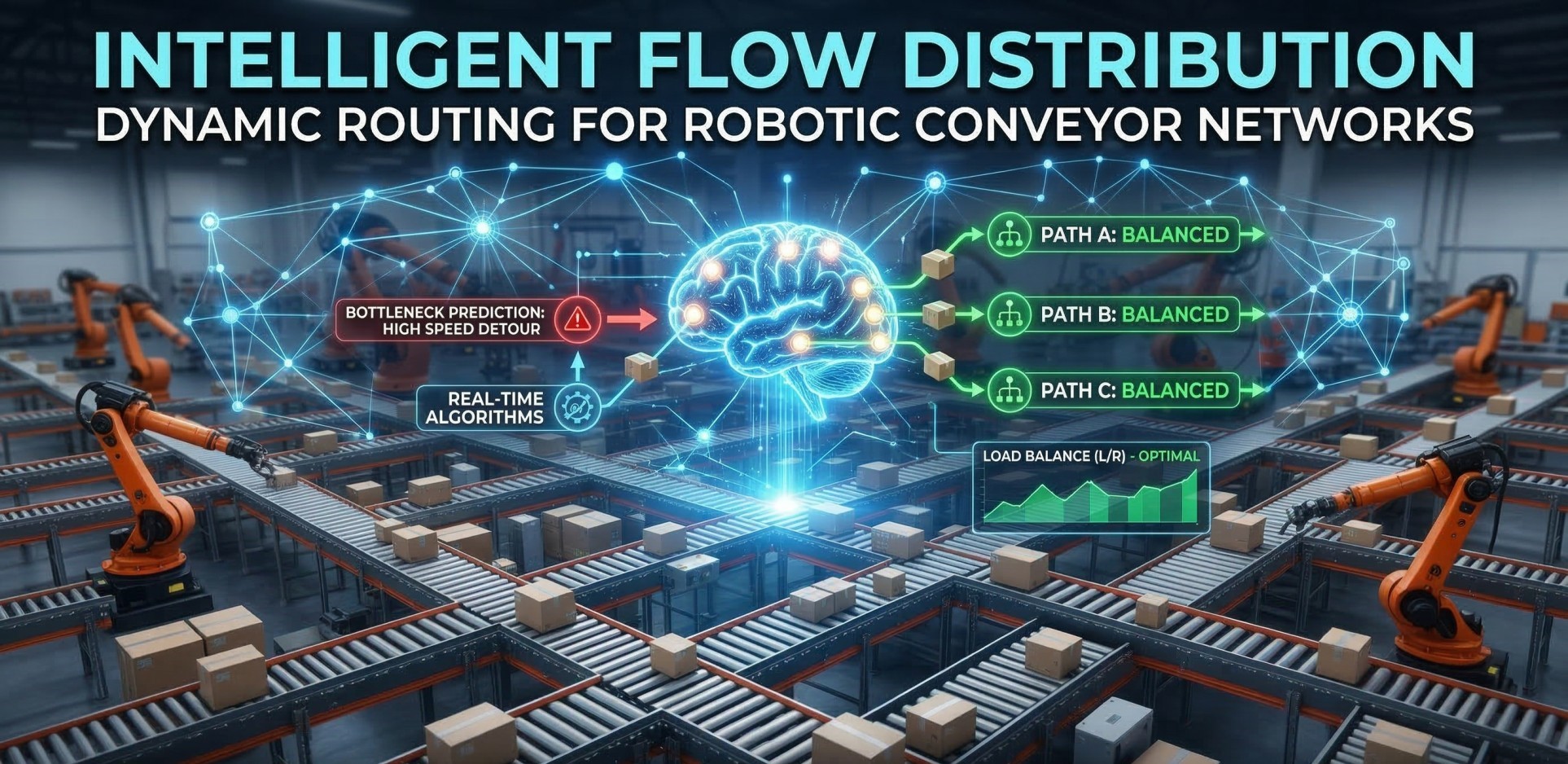
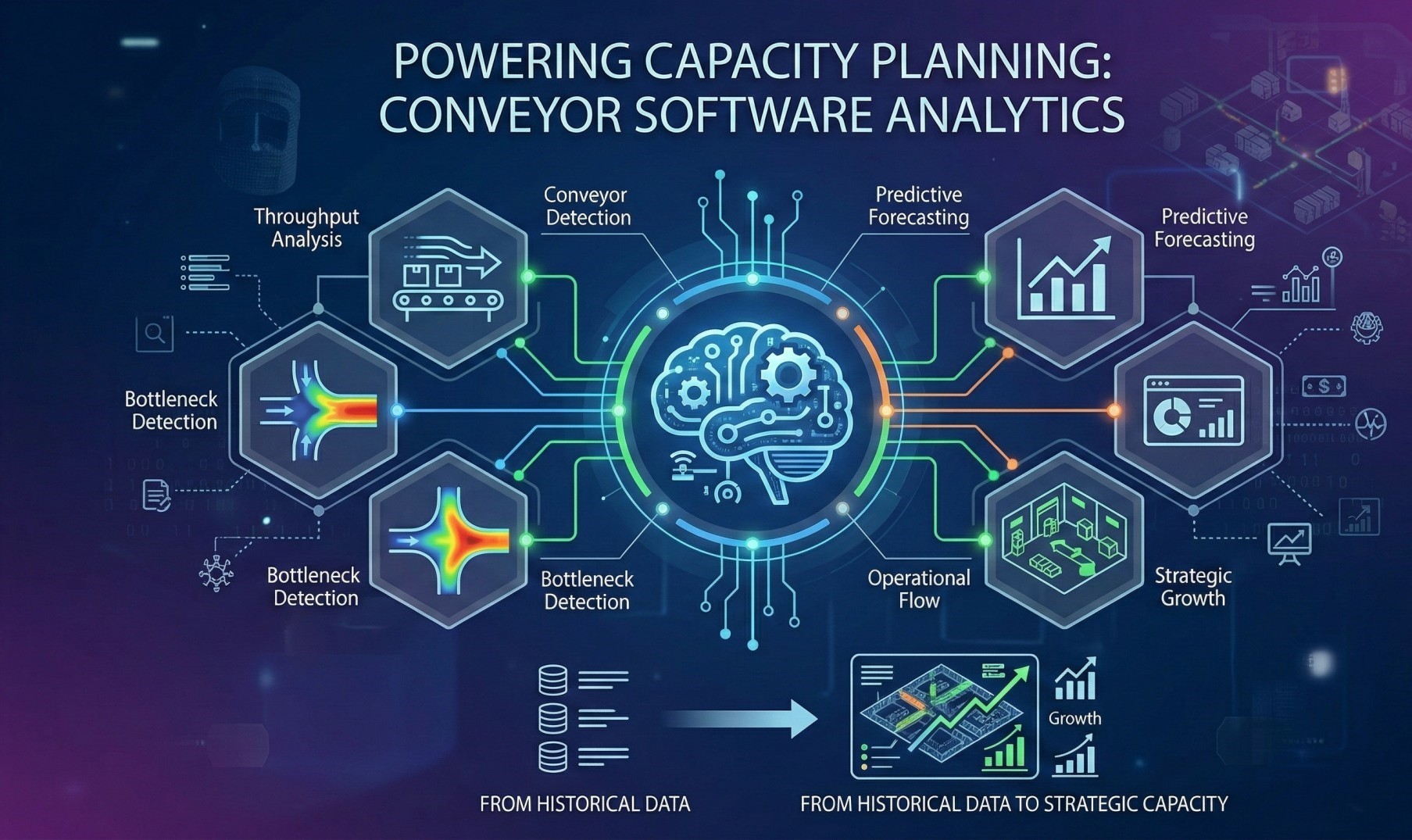
Bottleneck Detection and Line Balancing 🚦
- Identifies slowdowns before they stop production 🔍
- Pinpoints recurring congestion points 📍
- Automatically redistributes flow across parallel paths 🔀
- Balances workloads between stations ⚖️
- Improves overall line efficiency 🚀
Adaptive Routing and Material Handling 🔀
- Reroutes items around constrained or down stations ↪️
- Supports parallel processing paths 🧩
- Adapts routing rules based on real-time availability 📊
- Reduces idle time across the line ⏱️
- Increases flexibility without physical changes 🛠️
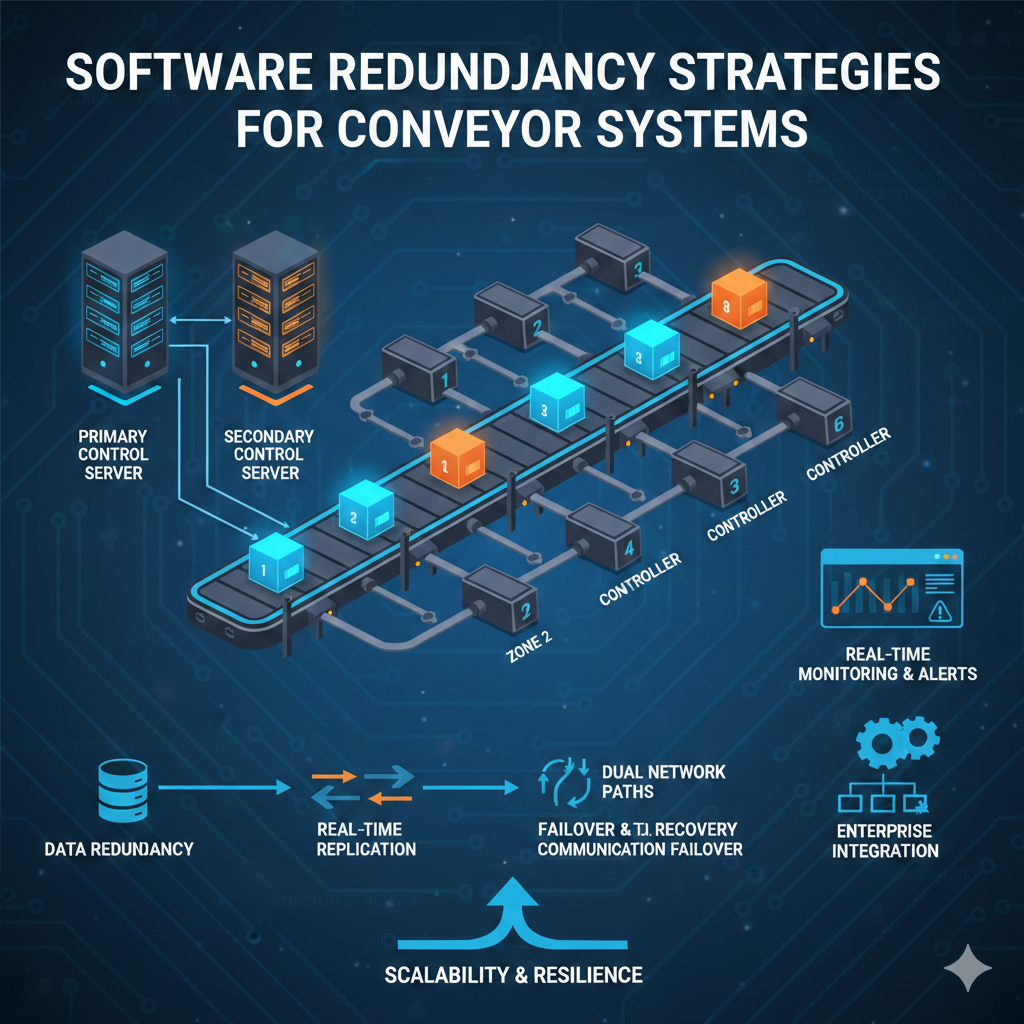
Predictive Maintenance for Conveyor Systems 🔧
- Learns normal operating patterns of motors and rollers 🧠
- Detects early signs of wear or abnormal behavior ⚠️
- Predicts failures before breakdowns occur 🔮
- Schedules maintenance during planned downtime 🗓️
- Reduces unplanned stoppages ❌
Improving Throughput and Cycle Time 📈
- Minimizes waiting time between processes ⏳
- Keeps machines consistently supplied ⚙️
- Reduces micro-stoppages caused by congestion 🚫
- Improves takt time alignment 🎯
- Increases output without adding equipment 🏗️
Energy Efficiency and Cost Reduction 🌱
- Adjusts conveyor speeds to match production demand ⚙️
- Shuts down idle zones automatically 📴
- Reduces unnecessary motor usage 🔋
- Lowers energy consumption and mechanical wear 📉
- Supports sustainability initiatives 🌍
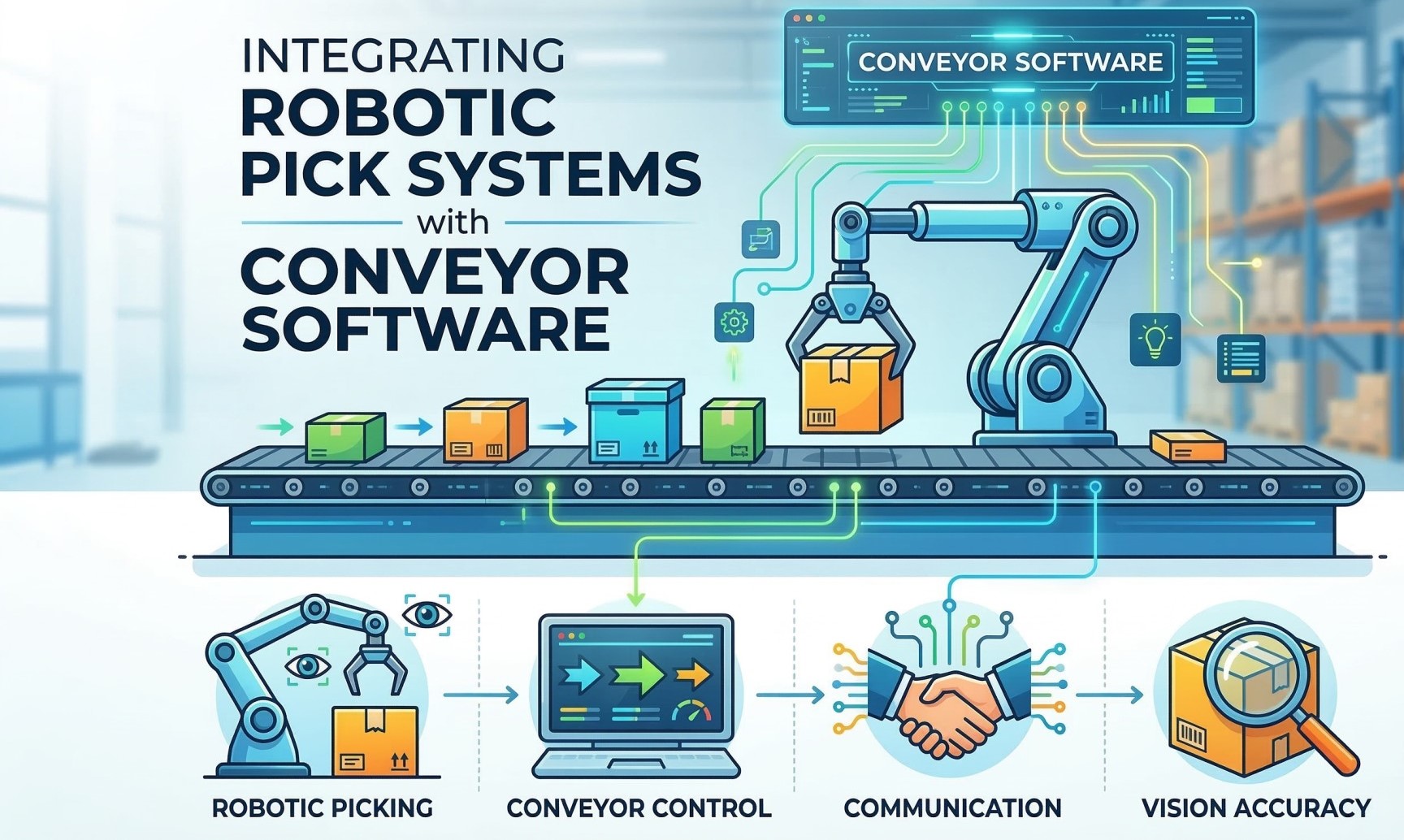
Integration with Manufacturing Systems 🔌
- Connects with MES for production scheduling 🗂️
- Aligns conveyor behavior with ERP demand signals 🔄
- Integrates with quality and inspection systems 🔍
- Provides end-to-end production visibility 👀
- Enables coordinated, system-wide optimization 🧠
Real-Time Visibility and Decision Support 📊
- Dashboards show throughput, downtime, and utilization 👀
- Highlights performance deviations instantly ⚡
- Supports faster operator and supervisor decisions 🧠
- Enables continuous improvement initiatives 🔁
- Provides data-backed insights for optimization 📈
Business Benefits of Conveyor Intelligence 💼
- Higher production throughput 📈
- Reduced downtime and stoppages ⏱️
- Improved line balance and utilization ⚖️
- Lower maintenance and energy costs 💰
- Greater flexibility to handle product mix changes 🔄
- Consistent product flow and quality ✅
Final Thoughts 🏁
Conveyor intelligence plays a critical role in modern manufacturing line optimization. By combining real-time control, predictive insights, and system integration, it transforms conveyors from passive transport mechanisms into active optimization tools. For manufacturers aiming to improve efficiency, resilience, and scalability, conveyor intelligence is no longer optional—it is a key driver of competitive production performance. 🚀
See more blogs
You can all the articles below